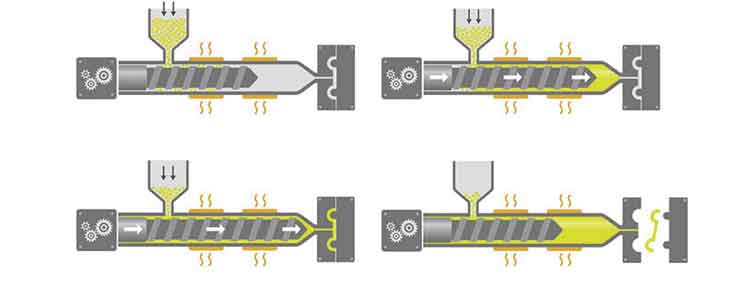
2. การให้ความร้อน
ขั้นตอนนี้ทำในเตาซึ่งจะต้องมีขนาดใหญ่พอที่จะให้แม่พิมพ์ทั้งอันเข้าไปได้ และหมุนได้อย่างอิสระแม่พิมพ์จะหมุนอย่างต่อเนื่องไปเรื่อยๆ ตลอดวงจรการให้ความร้อนและการหล่อเย็น และเนื่องจากวงจรการให้ความร้อนมักจะกินเวลานาน ดังนั้น ปกติจะใช้แม่พิมพ์หลายตัวในการหมุนไปพร้อมๆกัน ระหว่างวงจรการให้ความร้อน การหมุนของแม่พิมพ์จะทำให้ผงพลาสติกกลิ้งไปมาภายในแม่พิมพ์ ผงพลาสติกจะเริ่มร้อนและเหนียวและจะเริ่มติดเข้ากับผนังของแม่พิมพ์จะมารวมกันในลักษณะเป็นมวลต่อเนื่อง (Continuous mass) ที่เราเรียกว่า "fusion" Fusion เกิดได้เพราะอนุภาคของวัสดุอยู่ในสถานะพลังงานต่ำเมื่อจำนวนพื้นที่ผิวลดลงจำนวนพื้นที่ผิวที่น้อยที่สุดที่จะเป็นไปได้ ก็คือ เมื่ออนุภาคของวัสดุรวมเป็นมวลของแข็งเดียวโดยไม่มีพื้นผิวภายใน ดังนั้นสถานะของพลังงงานที่ต้องการจะเกิดขึ้นเมื่ออนุภาคของวัสดุรวมเข้าด้วยกัน Fusion เป็นกระบวนการซึ่งมีการรวมตัวของวัสดุ ไม่ใช้วัสดุซึ่งหลอมและเปลี่ยนสถานะไปเป็นของเหลวแล้วแข็งตัวใหม่ วัสดุในกระบวนการขึ้นรูปพลาสติกด้วยการหมุนจะไม่เคยหลอมอย่างแท้จริง
(b) Tumbling and beginging of coating
(c) Fully coated but still disrete particles
รูปที่ 4 วิธีการให้ความร้อนของกระบวนการหมุนขึ้นรูปพลาสติก
เนื่องจาก วงจรการให้ความร้อนจะเป็นส่วนที่ยาวนานที่สุด ดังนั้น จึงเป็นขั้นตอนการกำหนดอัตราความเร็วของกระบวนการขึ้นรูปด้วยการหมุน (rate- determining step) วงจรการทำงานจะยาวขึ้นถ้าชิ้นงานพลาสติกมีความหนาขึ้นเนื่องจากการเพิ่มขึ้นของพลาสติกบนแม่พิมพ์จะทำหน้าที่เป็นคล้ายฉนวนกั้นความร้อนจากภายนอก
ในการที่จะให้ความหนาของผนังที่สม่ำเสมอ (Even coating of mold wall) แม่พิมพ์ควรจะต้องหมุนมากว่า 1 แกน เข่น 2 แกน (biaxial) ดังรูปที่ 5
รูปที่ 5 การหมุนแบบ 2 แกน
แม่พิมพ์ที่มีการหมุนแบบ 2 แกนจะมีการทำงาน ดังนี้
1. การหมุนของทั้ง 2 แกนพร้อมๆ กัน
2. ความเร็วในการหมุนจะต่างกัน โดยทั่วไป ความเร็วในการหมุนของแกนหลักจะมากกว่าแกนรอง โดยมีอัตราส่วนระหว่างแกนหลักกับแกนรอง ดังนี้
ตารางที่ 1 อัตราส่วนความเร็วในการหมุนระหว่างแกนหลักกับแกนรองสำหรับวัสดุรูปทรงต่างๆ
Oblongs, straight tubes (mounted horizontally)
Cubes, balls, rectangular boxes, most regular 3-D shape
Ring, tires, mannequins, Flat shapes
Parts that show thining when run at 2:1
Flat rectangle, suitcase shapes
Curved ducts, pipe angles, parts that show thinning at 4:1
Vertically mounted cylinders
4. ความเร็วในการหมุน ไม่ควรเกิน 60 r.p.m.
5. การให้ความร้อนอากาศภายในแม่พิมพ์ จำทำให้มีการแพร่ขยายของอากาศ และเพื่อหลีกเลี่ยงการเพิ่มขึ้นของความดันภายใน ซึ่งจะไปทำให้แม่พิมพ์เสียรูปร่างได้ จะใช้รูระบายอากาศเจาะเข้าไปภายใน และเพื่อป้องกันไม่ให้เรซินหรือพลาสติกเข้าไปอุดรูระบายอากาศนี้เราจะใช้เส้นใยแก้วจำนวนน้อยๆ ซึ่งจะเห็นรูเล็กๆ ในชิ้นงานอันเกิดเนื่องจากรูระบายอากาศนี้













")











")



 พลาสติกที่ย่อยสลายได้")






