ในการทำการฉีดจริงๆอาจจะไม่ต้องมีจังหวะการทำงานในช่วงเลื่อนชุดฉีดเข้าและออก (จังหวะที่ 2 และ 7) ก็ได้ โดยการแช่หัวฉีดไว้ที่แม่พิมพ์อยู่ตลอดเวลาของการทำงานในโรงงานพลาสติก เพื่อลดเวลาการทำงานทั้งวงจรลง แต่ควรจะเผื่ออุณหภูมิที่หัวฉีดเอาไว้ด้วย เนื่องจากการถ่ายเทความร้อนจากหัวฉีดไปยังแม่พิมพ์แต่วิธีที่ดีที่สุดสำหรับโรงงานฉีดพลาสติกควรใช้ชนวนกั้นระหว่างหัวฉีดกับแม่พิมพ์พลาสติก โดยใช้แผ่นเทฟล่อนหรือเบเกอร์ไลท์
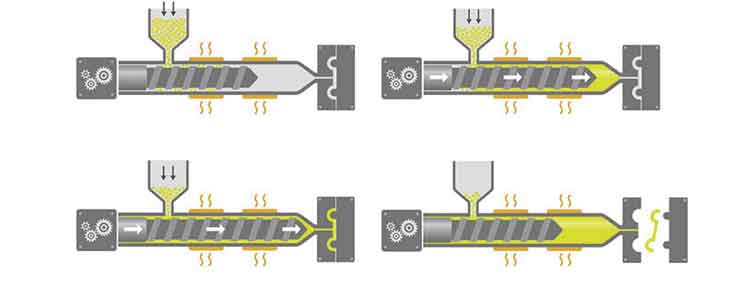
นอกจากจังหวะการทำงานตามปกติดังที่กล่าวมาแล้วนั้น ทางโรงงานพลาสติกอาจเพิ่มจังหวะที่เกลียวหนอนเลื่อนถอยหลังกลับมาตามแนวแกนหลังจากหยุดหมุนแล้ว จังหวะนี้มีเอาไว้เพื่อไม่ให้พลาสติกเหลวไหลออกจากหัวฉีดเมื่อถอนชุดฉีดกลับในกรณีที่ใช้หัวฉีดแบบเปิด ซึ่งเราเรียกว่า จังหวะซักแบ็ก (suck back) หรือดีคอมเพรสชัน (decompression) ไดอะแกรมจังหวะการฉีดพลาสติกแสดงดังรูปที่ 3.7
รูปที่ 3.7 ไดอะแกรมจังหวะการฉีดพลาสติก
จากรูปที่ 3.7
TC = เวลาปิดแม่พิมพ์พลาสติก
TP = เวลาที่ชุดฉีดเลื่อนเข้าชนแม่พิมพ์
TI = เวลาในการฉีด
TH = เวลาเวลาในการย้ำ
TK* = เวลาหล่อเย็นที่ปรับตั้ง
TD = เวลาหลอมเหลวและป้อนเม็ดพลาสติกไปยังหน้าปลายเกลียวหนอน
TB = เวลาที่ชุดฉีดถอยหลังกลับ
TO = เวลาแม่พิมพ์พลาสติกเปิด
TE = เวลาปลดชิ้นงานพลาสติก
TSP = เวลาในการฉีดย้ำ (เวลาฉีดรวม)
TK = เวลาหล่อเย็นทั้งวงจร
TZ = เวลาการทำงานทั้งวงจร
3.3 เวลาทำงานของเครื่องฉีดพลาสติก
เวลาในการทำงานของเครื่องฉีดพลาสติกนั้น ทางโรงงานพลาสติกสามารถปรับตั้งได้โดยตรงกับตัวเครื่องฉีดพลาสติกหรือทางอ้อม ซึ่งจะขึ้นอยู่กับแฟกเตอร์ต่างๆ ดังนี้คือ
:ระยะทาง และความเร็วของชุดปิด-เปิดแม่พิมพ์พลาสติก
:ระยะทาง ปริมาณพลาสติกเหลวหน้าปลายเกลียวหนอน
:ความหนาแน่นของชิ้นงานฉีด ความดัน และเวลาที่ใช้ในการฉีดย้ำ
4. เวลาหล่อเย็นที่ปรับตั้ง
:ความหนาของชิ้นงาน ชนิดของพลาสติก อุณหภูมิของแม่
5. เวลาหลอมและป้อนพลาสติก
:ปริมาณพลาสติกที่ใช้ ขนาดกระบอกฉีด ความเร็วรอบเกลียวหนอนและความดันต้านการถอยหลังกลับของเกลียวหนอน
:เวลาฉีด เวลาย้ำรักษาความดัน และเวลาหล่อเย็นที่ปรับตั้ง
:เวลาฉีด+เวลาย้ำรักษาความดัน
8. เวลาของการเปิดปิดแม่พิมพ์
:ระยะทางที่แม่พิมพ์เคลื่อนที่ และความเร็วของชุดปิด-เปิดแม่พิมพ์
:ระยะทางที่เข็มกระทุ้งเคลื่อนที่ ความเร็วในการเคลื่อนที่และ จำนวนครั้งในการปลดชิ้นงาน
:สั้นที่สุดเท่าที่จะเป็นไปได้
หมายเหตุ:
*ปรับได้โดยตรงกับเครื่องฉีดพลาสติก
*ปรับได้ทางอ้อม
3.4 ปริมาณพลาสติกเหลวสำหรับการฉีด
ปริมาณพลาสติกเหลวที่อยู่หน้าปลายเกลียวหนอนซึ่งเราเตรียมเอาไว้สำหรับการฉีดในแต่ละครั้งนั้น ได้มาจากปริมาณพลาสติกของตัวชิ้นงานบวกกับทางน้ำพลาสติกวิ่ง (runner)(เช่นงานขนาดเล็กอย่าง ถังปูน ก็ใช้พลาสติกเหลวจำนวนไม่มาก ส่วนชิ้นงานขนาดใหญ่ เช่น อ่างเปลผสมปูน ก็จะใช้พลาสติกเหลวค่อนข้างมาก) ปริมาณของพลาสติกเหลวที่อยู่หน้าปลายเกลียวหนอนเราจะคิดเป็นปริมาตร (cm3) โดยคิดจากพื้นที่หน้าตัดของรูคว้านของกระบอกฉีด (π.D2/4) คูณด้วยความยาวของช่องว่างหน้าปลายเกลียวหนอน (L) ถ้าเกลียวหนอนถอยหลังกลับไปมาเท่าไร ความยาวของช่องว่างนี้ก็มากขึ้นเท่านั้น ด้วยเหตุนี้ระยะความยาวของช่องว่างนี้จะเป็นตัวกำหนดปริมาณของพลาสติกเหลว ซึ่งปริมาตรของพลาสติกเหลวที่เราคำนวนได้ก็จะนำเอาไปใช้ในการฉีดและย้ำ แต่ในการทำการฉีดจริงๆเราควรเผื่อเนื้อพลาสติกเหลวเอาไว้ตรงปลายของกระบอกฉีดด้วย เพื่อเป็นตัวกันการกระแทกระหว่างปลายเกลียวหนอนกับผนังด้านในของปลายกระบอกฉีด ระยะนี้เรียกว่า ระยะกันกระแทก (cushion) โดยเมื่อทำการฉีดและย้ำแล้ว ปลายเกลียวหนอนจะไม่สัมผัสกับผนังด้านในของปลายกระบอกฉีด เพราะจะมีเนื้อพลาสติกเหลวกั้นอยู่เป็นระยะ 2ถึง6 MM นอกจากนี้เราอาจเผื่อระยะซักแบ็กเอาไว้ด้วยก็ได้ ดังรูปที่ 2.8 ระยะซักแบ็กนี้เป็ฯระยะที่เกลียวหนอนเคลื่อนที่ถอยหลังกลับตามแนวแกนหลังจากหยุดหมุนเพื่อส่งพลาสติกเหลวไปหน้าปลายเกลียวหนอนแล้ว ระยะนี้จะทำหน้าที่ช่วยไม่ให้พลาสติกเหลวไหลออกจากหัวฉีดในกรณีที่ใช้หัวฉีดแบบเปิด
รูปที่ 3.8 ปริมาณพลาสติกเหลวที่ใช้ในการฉีดแต่ละครั้ง
3.5 การเลือกขนาดเกลียวหนอน
เมื่อเราคำนวนปริมาตรของพลาสติกเหลวทั้งหมดที่ต้องใช้ในการฉีดชิ้นงานพลาสติกแต่ละครั้ง (ชิ้นงานพลาสติก+ทางน้ำพลาสติกวิ่ง) ได้แล้ว เราก็สามารถทำการทดลองเลือกขนาดเกลียวหนอนและกระบอกฉีดที่จะใช้ โดยเมื่อทดลองเลือกได้แล้ว ปริมาตรของพลาสติกเหลวทั้งหมดที่อยู่หน้าปลายเกลียวหนอนจะต้องมีระยะความยาวในกระบอกฉีดเมื่อรวมกับระยะกันกระแทกแล้วจะต้องไม่มากหรือน้อยเกินไป ซึ่งก่อให้เกิดความเสียหายแก่ตัววัสดุพลาสติกได้เนื่องจากความร้อน ดังนั้นนระยะความยาวดังกล่าวมีการแนะนำให้ใช้ได้ดังรูปที่ 2.9
รูปที่ 3.9 ระยะความยาวของพลาสติกเหลวหน้าปลายเกลียวหนอนที่เหมาะสม
จากรูปที่ 3.9
ระยะ L อยู่ช่วง 1D-3D เป็นระยะที่เหมาะสมที่สุด
ระยะ L อยู่ช่วง 3D-5D เป็นระยะที่ยอมให้ใช้ได้ในบางกรณี
ระยะ L อยู่ช่วง <1D และ >5D เป็นระยะที่น้อยและมากเกินไปไม่ควรใช้
การเลือกขนาดเกลียวหนอนและระยะกระบอกฉีดนั้น เราสามารถใช้วิธีการทดลองเลือกแล้วทำการตรวจสอบดูว่าระยะความยาวของพลาสติกเหลวในการบอกฉีดนั้นอยู่ในระยะ 1D-3D หรือไม่ ถ้าได้ระยะที่น้อยกว่าก็ต้องลดขนาดของเกลียวหนอนลง แต่ถ้าได้ระยะที่มากเกินไปก็ต้องเพิ่มขนาดของเกลียวหนอนขึ้น วิธีนี้อาจจะต้องเสียเวลามากและค่าใช้จ่ายในโรงงานพลาสติก เราอาจใช้วิธีการคำนวนเข้ามาช่วยก็ได้ โดยใช้สูตรดังนี้
π/4.D2.L = ปริมาณของพลาสติกเหลว (ชิ้นงาน + ทางน้ำพลาสติกวิ่ง) (cm2)
โดยที่ D = ขนาดความโตของเกลียวหนอน (cm)
L = ระยะความยาวช่องว่างหน้าปลายเกลียวหนอน (cm) อยู่ในช่วง 1D-3D แนะนำให้ใช้ค่าเฉลี่ย (2)
ตัวอย่างที่ 3.1 ชิ้นงานฉีดพลาสติก ตะกร้าผลไม้ เม็ด HD เมื่อนำไปชั่งน้ำหนักพร้อมกับทางน้ำพลาสติกวิ่งได้ 200g อยากทราบว่าในการฉีดตะกร้าผลไม้พลาสติก HD นี้ ทางโรงงานพลาสติกควรเลือกใช้เกลียวหนอนขนาดเท่าไรเมื่อใช้ระยะกันกระแทก 3mm (HD มีค่าความหนาแน่น 1.10 g/cm3)

















 พลาสติกที่ย่อยสลายได้")







