5.4.2 อิทธิพลของการสับเปลี่ยนจากจังหวะฉีดเข้าสู่จังหวะย้ำรักษาความดัน
การสับเปลี่ยนนี้โรงงานฉีดพลาสติกเราอาจยึดถือเอาเวลาในการฉีด ระยะทางในการฉีด และความดันไฮดรอลิกหรือความดันในแม่พิมพ์ในการฉีดเป็นตัวกำหนดว่าจะเริ่มทำการย้ำรักษาความดันได้หรือไม่ แต่ความเป็นจริงแล้วทั้งเวลา ระยะทาง และความดันไฮดรอลิกที่ใช้ในการฉีดโรงงานพลาสติกเราจะใช้ร่วมกัน เพียงแต่ว่าโรงงานฉีดพลาสติกเราจะยึดตัวใดเป็นตัวหลักในการทำงาน ซึ่งเครื่องฉีดพลาสติกสมัยเก่าจะนิยมใช้ระยะทางเป็นหลัก (ปริมาณเนื้อพลาสติกที่ใช้ในจังหวะฉีด) หรือจะเหลือปริมาณเนื้อพลาสติกเอาไว้เท่าไรสำหรับการย้ำรักษาความดัน โดยสามารถตั้งเวลาและความดันในการฉีดได้ ตัวอย่างเช่น ถ้าตั้งเวลาในการฉีดน้อย เกลียวหนอนอาจเคลื่อนที่ตามแนวแกนไม่ได้ระยะทางตามที่กำหนด เครื่องก็จะหยุดการทำงาน ดังนั้นจึงต้องเพิ่มเวลาในการฉีดอีกแต่ถ้าเวลาในกาฉีดมาก เกลียวหนอนก็จะหยุดแช่อยู่ตรงที่ระยะทางที่กำหนดนานขึ้น ด้วยเหตุนี้เครื่องฉีดพลาสติกสมัยใหม่จึงใช้ระยะทางและเวลาในการฉีดเป็นตัวกำหนดแทน นั่นก็คือความเร็วในการฉีด (ระยะทาง/เวลา) ซึ่งก็ขึ้นอยู่กับความดันไฮดรอลิกด้วย ถ้าใช้ความเร็วในการฉีดพลาสติกสูง ความดันไฮดรอลิกที่ใช้ก็ต้องสูงตามไปด้วย
ตัวอย่างอิทธิพลที่เกิดขึ้นในการฉีดพลาสติกเนื่องมาจากการสับเปลี่ยนนี้ สามารถดูได้จากรูปที่ 5.7
รูปที่ 5.7 อิทธิพลของการสับเปลี่ยนจากจังหวะฉีดเข้าสู่จังหวะย้ำรักษาความดัน
กรณีที่ 1 การสับเปลี่ยนช้า เนื่องจากระยะทางการฉีดมาก เวลาที่ใช้จึงต้องนานขึ้น ความดันไฮดรอลิกที่ใช้ก็ต้องสูงขึ้น และความดันในแม่พิมพ์พลาสติกก็มีโอกาสเกิดขึ้นสูงตามไปด้วย จึงควรระวังการฉีดเกินซึ่งทำให้ชิ้นงานเกิดครีบได้
กรณีที่ 2 การสับเปลี่ยนค่อนข้างเร็ว คือสับเปลี่ยนเข้าสู่จังหวะย้ำรักษาความดันทันทีที่พลาสติกเต็มในแม่พิมพ์พลาสติก ความดันในแม่พิมพ์พลาสติกจึงไม่สูงเกินไป
กรณีที่ 3 การสับเปลี่ยนเร็วเกินไป ทำให้ความดันในแม่พิมพ์พลาสติกต่ำเกินไปจนพลาสติกไม่เต็มแม่พิมพ์พลาสติกในจังหวะฉีด
5.4.3 อิทธิพลของเวลาในการย้ำรักษาความดัน (holding time)
การเป็นไปของความดันในแม่พิมพ์พลาสติกที่เกิดขึ้นในช่วงจังหวะย้ำรักษาความดันมีอิทธิพลมากต่อคุณภาพของชิ้นงานพลาสติกที่ฉีด โดยเฉพาะความเที่ยงตรงของขนาดของชิ้นงานฉีด ส่วนเวลานี้ ถ้าน้อยเกินไปความดันในแม่พิมพ์ที่เกิดขึ้นก็จะคงสภาพอยู่ไม่นานพอที่จะทำให้เนื้อพลาสติกแน่นเต็มในแม่พิมพ์ แต่ถ้านานเกินไป ความดันในแม่พิมพ์ก็จะคงอยู่นานไปด้วย ทำให้พลาสติกในแม่พิมพ์ถูกอัดอยู่เป็นเวลานานจนอาจเกิดความเสียแก่ชิ้นงานพลาสติกได้ ลักษณะของความดันในแม่พิมพ์พลาสติกที่เกิดขึ้นในช่วงจังหวะของการใช้เวลาในการย้ำรักษาความดันสามารถดูได้จากรูปที่ 5.8 ซึ่งเวลาที่เหมาะสมคือที่เวลา tn 4
รูปที่ 5.8 อิทธิพลของเวลาในการย้ำรักษาความดัน (holding time)
ผลกระทบที่เกิดขึ้นกับความดันในแม่พิมพ์พลาสติกเนื่องมาจากอิทธิพลของเวลาในการย้ำรักษาความดัน (holding time) นั้นยังมีผลต่อคุณภาพของชิ้นงานที่ฉีดดังแสดงในตารางที่ 5.2
ตารางที่ 5.2 ผลกระทบที่เกิดขึ้นกับความดันในแม่พิมพ์พลาสติกจากอิทธิพลของเวลาในการย้ำรักษาความดัน (holding time)
5.4.4 อิทธิพลของเวลาในการหล่อเย็น (cooling time)
เวลาในการหล่อเย็น (cooling time) ไม่มีอิทธิพลโดยตรงต่อความดันในแม่พิมพ์พลาสติก แต่จะมีอิทธิพลต่ออุณหภูมิของชิ้นงานพลาสติกที่อยู่ในแม่พิมพ์ เพราะถ้าใช้เวลาในการหล่อเย็นน้อยเกิดไปอุณหภูมิของชิ้นงานในแม่พิมพ์จะยังไม่ต่ำพอที่จะถูกปลดออกจากแม่พิมพ์พลาสติกได้ เพราะถ้าทำการปลดออกจากแม่พิมพ์พลาสติกก็จะทำให้ชิ้นงานพลาสติกเกิดการเสียหายได้ และถ้าใช้เวลาในการหล่อเย็นนานเกินไป เวลาในการทำงานทั้งวงจำ (cycle time) ก็จะมากเกินความจำเป็นดังนั้นจึงต้องใช้วิธีคำนวนหาเวลาในการหล่อเย็นช่วยแล้วทำการปรับแต่งเวลานี้อีกนิดหน่อยให้เหมาะสมกับการทำงานในโรงงานพลาสติก
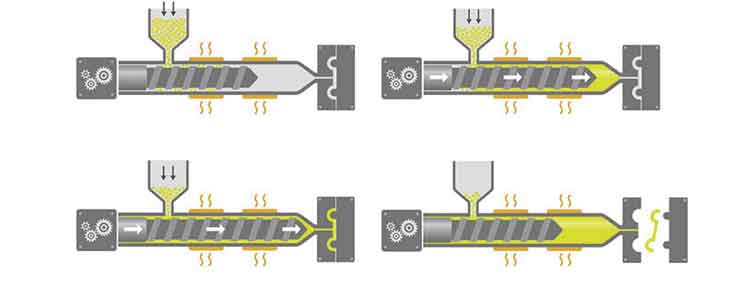
5.4.5 อิทธิพลของเวลาในการหลอมและป้อนพลาสติกเหลว
คุณภาพของพลาสติกเหลวที่ใช้ในการฉีดพลาสติกจะสม่ำเสมอหรือไม่ก็ขึ้นอยู่กับเวลาในการหลอมและป้อนพลาสติกเหลวนี้ และเวลานี้ก็จะขึ้นอยู่กับปริมาณพลาสติกเหลวที่ใช้ในการฉีดพลาสติกแต่ละครั้งขนาดความโตของเกลียวหนอน ตลอดจนความดันต้านการถอยหลังกลับของเกลียวหนอน (back pressure)
ในกรณีที่โรงงานพลาสติกเราใช้ความดันต้านการถอยหลังกลับของเกลียวหนอนต่ำ เวลาหลอมและป้อนพลาสติกเหลวก็จะนานขึ้น (รูปที่ 5.9 (ก)) หรือถ้าเราใช้ความเร็วรอบของเกลียวหนอนสูง เวลานี้ก็จะสิ้นสุดเร็วขึ้น (รูปที่ 5.9)(ข)) และถ้าเรายิ่งต้องการปริมาณพลาสติกเหลวมากเท่าไร เวลาที่ใช้ในการหลอมและป้อนพลาสติกเหลวก็จะมากขึ้นเท่านั้น (รูปที่ 5.9(ค)) เวลาที่ใช้นี้อาจมีการขึ้นลงได้ในแต่ละครั้งของการฉีดในกรณีที่โรงงานพลาสติกเราทำการฉีดพลาสติกที่มีความหนืดสูง (อธิเช่น การฉีด ถังหิ้วปูน อ่างเปลผสมปูน) เนื่องมาจากความเร็วรอบของเกลียวหนอนและความดันต้านการถอยหลังกลับของเกลียวหนอนไม่คงที่นั่นเอง ซึ่งจะทำให้อุณหภูมิของพลาสติกเหลวในกระบอกฉีดในแต่ละครั้งของการฉีดไม่คงที่ คุณภาพของชิ้นงานฉีดที่ได้ก็จะคลาดเคลื่อนไปด้วย
รูปที่ 5.8 พารามิเตอร์ที่มีอิทธิพลต่อเวลาในการหลอมและป้อนพลาสติกเหลว
5.4.6 อิทธิพลของอุณหภูมิพลาสติกเหลว
เมื่ออุณหภูมิของพลาสติกเหลวเปลี่ยนแปลงไปก็จะทำให้คุณสมบัติของพลาสติกเหลวเปลี่ยนไปด้วย เช่น ความหนืด เอนทัลปี ปริมาตรจำเพาะ กล่าวคือถ้าอุณหภูมิพลาสติกเหลวเพิ่มขึ้น ความหนืดก็จะลดลง นั่นหมายถึงในช่วงจังหวะฉีดโรงงานพลาสติกเราสามารถใช้ความดันไฮดรอลิกต่ำลงได้ โดยยังได้ความเร็วในการฉีดคงที่เท่าเดิม เพราะว่าพลาสติกเหลวไหลตัวได้ดีนั่นเอง และทำให้ความดันฉีดที่ใช้ในการเติมพลาสติกเหลว (∆Pwe) เข้าในแม่พิมพ์พลาสติกสามารถใช้ต่ำลงได้ด้วย ดังรูปที่ 5.10 ตลอดทั้งความดันในแม่พิมพ์พลาสติกที่เกิดขึ้นในช่วงจังหวะย้ำรักษาความดันก็จะดีขึ้นด้วย คือความดันจะสูงขึ้นและเกิดขึ้นเป็นเวลาที่ยาวนานกว่าการใช้อุณหภูมิพลาสติกเหลวต่ำ
รูปที่ 5.10 อิทธิพลของอุณหภูมิพลาสติกเหลวที่มีต่อความดันไฮดรอลิก (PH) และความดันในแม่พิมพ์พลาสติก (PW)
นอกจากนี้เส้นโค้งการเย็นตัวของพลาสติกเหลวในแม่พิมพ์พลาสติกก็จะเปลี่ยนแปลงไปด้วย รวมทั้งเวลาที่ใช้ในการหล่อเย็น (cooling time) ก็จะเปลี่ยนแปลงไป โดยเฉพาะถ้าใช้อุณหภูมิพลาสติกเหลวที่สูง เวลาที่ใช้ในการหล่อเย็นก็จะนานขึ้น
ในรูปที่ 5.11 จะแสดงให้เห็นได้ชัดเจนถึงอิทธิพลของอุณหภูมิพลาสติกเหลวที่เปลี่ยนแปลงไปโดยใช้ความดันไฮดรอลิกคงที่ ผลที่เกิดขึ้นคือ ที่อุณหภูมิพลาสติกเหลวต่ำ ความดันในแม่พิมพ์ที่เกิดขึ้นจะต่ำและเกิดขึ้นไม่นาน ความเร็วในการฉีดก็จะช้าลง เวลาที่ใช้ในการเติมพลาสติกเหลวให้เต็มแม่พิมพ์พลาสติกก็จะนานขึ้น หรืออาจจะไหลไม่เต็มในแม่พิมพ์พลาสติกก็ได้ ดังในกรณีที่ 4 ที่อุณหภูมิพลาสติกเหลว 180℃ ความหนืดของพลาสติกจะสูง ส่วนรูปที่ 5.12 และ 5.13 เป็นการเปรียบเทียบให้เห็นถึงอิทธิพลของอุณหภูมิพลาสติกเหลวที่มีต่อพลาสติกพวกอะมอร์พัสและพาร์เชียลคริสตัลไลน์ (แม่พิมพ์พลาสติกที่ใช้ทำการทดลองเป็นตัวเดียวกันกับผลการทดลองในรูปที่ 5.11) ซึ่งจะเห็นได้ว่าในช่วงจังหวะฉีด ความดันในแม่พิมพ์ที่เกิดขึ้นจะไม่ค่อยแตกต่างกันมากเหมือนกับในช่วงจังหวะย้ำรักษาความดัน
รูปที่ 5.11 ความดันในแม่พิมพ์พลาสติกที่เกิดขึ้นเนื่องจากอุณหภูมิของพลาสติกเหลว
รูปที่ 5.12 ความดันในแม่พิมพ์พลาสติกที่เกิดขึ้นเนื่องจากอุณหภูมิพลาสติกเหลว (พลาสติก PS)
รูปที่ 5.13 ความดันในแม่พิมพ์พลาสติกที่เกิดขึ้นเนื่องจากอุณหภูมิพลาสติกเหลว (พลาสติก PE)
อิทธิพลของอุณหภูมิพลาสติกเหลวที่เกิดขึ้นยังมีผลต่อคุณภาพชิ้นงานพลาสติกที่ฉีดได้ ดังแสดงในตารางที่ 5.3
ตารางที่ 5.3 อิทธิพลของอุณหภูมิพลาสติกเหลวที่มีผลต่อคุณภาพของชิ้นงานพลาสติกที่ฉีด

")
")

 และความดันในแม่พิมพ์พลาสติก (PW)")

")
")














 พลาสติกที่ย่อยสลายได้")







