3.1 บทนำ
ก่อนที่จะเริ่มทำการฉีดพลาสติกนั้น ทางโรงงานพลาสติกต้องทราบถึงหลักในการทำงานของเครื่องฉีดพลาสติกเสียก่อน เพื่อความรวดเร็วและถูกต้องในการฉีดพลาสติก ตลอดจนการแก้ปัญหาเบื้องต้นง่ายๆ ที่สามารถเกิดขึ้นได้เนื่องจากระบบการทำงานของตัวเครื่องฉีดพลาสติกเอง หลักในการทำงานของเครื่องฉีดพลาสติกทุกชนิดทุกยี่ห้อในโรงงานพลาสติกส่วนใหญ่จะเหมือนกันหมด ยกเว้นส่วนปีกย่อยที่อาจถูกเพิ่มเติมเข้ามาเพื่อให้การทำงานง่ายขึ้น สามารถแก้ปัญหาได้มากขึ้นสำหรับเครื่องฉีดพลาสติกสมัยใหม่ที่ใช้เทคโนโลยีที่สูงขึ้น อย่างไรก็ตาม ถ้าเราทราบถึงหลักการทำงานของเครื่องฉีดพลาสติกแล้ว เราก็สามารถทำงานกับเครื่องฉีดพลาสติกได้ทุกชนิด
3.2 จังหวะการทำงานของเครื่องฉีดพลาสติก
จังหวะการทำงานของเครื่องฉีดพลาสติกในโรงงานฉีดพลาสติกมี 9 จังหวะดังนี้
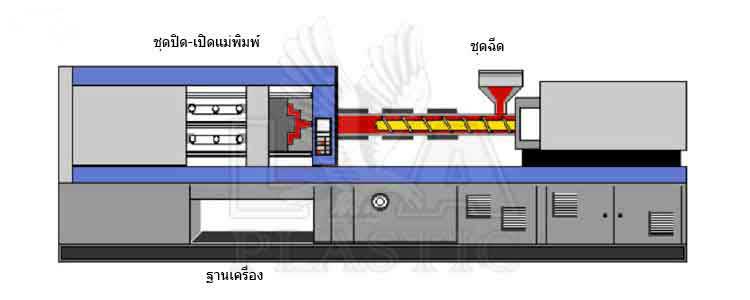
จังหวะที่ 1 แม่พิมพ์เคลื่อนที่เข้าปิดและล็อคแน่นเพื่อป้องกันแม่พิมพ์เผยอด้วยแรงที่มากกว่าแรงต้านที่เกิดขึ้นในแม่พิมพ์เนื่องจากการฉีด แรงปิดล็อคแม่พิมพ์นี้เราสามารถเลือกปรับได้ทั้งในระบบปิด -เปิดแม่พิมพ์แบบไฮดรอลิก และในระบบแมคานิค แต่ในระบบไฮดรอลิกจะทำงานได้ง่ายกว่าดังแสดงในรูปที่ 3.1
จังหวะที่ 2 ชุดฉีดเครื่องเข้าหาแม่พิมพ์จนกระทั่งชนกับแม่พิมพ์ และค้างไว้ด้วยแรงที่พอเหมาะเพื่อป้องกันชุดฉีดถอยหลังกลับในขณะที่ทำการฉีดดังแสดงไว้ในรูปที่ 3.2
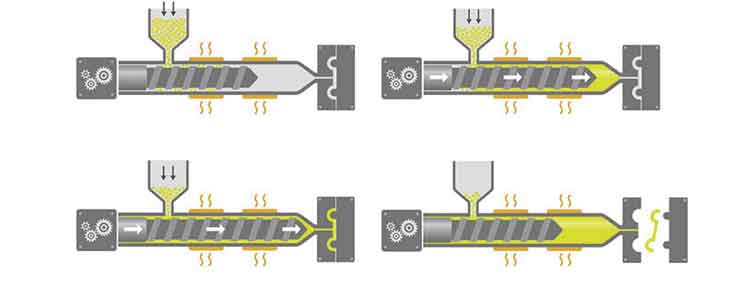
จังหวะที่ 3 ฉีดพลาสติกเหลวเข้าแม่พิมพ์ โดยตัวเกลียวหนอนจะเคลื่อนที่ตามแนวแกนและมีตัวแหวนกันพลาสติกไหลย้อนกลับทำหน้าที่เป็นลูกสูบ จังหวะฉีดนี้บางครั้งก็เรียกว่าเป็นจังหวะเติมพลาสติกเข้าแม่พิมพ์ (filling)
จังหวะที่ 4 ย้ำรักษาความดัน (holding) แก่พลาสติกเหลวในแม่พิมพ์ เพื่อให้ได้ชิ้นงานฉีดที่มีเนื้อแน่น (ความหนาแน่นของวัสดุพลาสติกไม่เปลี่ยนแปลง) และไม่เกิดลอยยุบที่ผิวชิ้นงานเช่น การฉีด ตะกร้าหูเหล็ก มีการยุบตัว เราก็สามารถเพิ่มแรงดันย้ำให้ตะกร้าหูเหล็กไม่เกิดการยุบตัวได้ แสดงในรูปที่ 3.3
รูปที่ 3.1 จังหวะที่ 1 แม่พิมพ์ปิด
รูปที่ 3.2 จังหวะที่ 2 ชุดฉีดเคลื่อนเข้าชนแม่พิมพ์
รูปที่ 3.3 จังหวะที่ 3,4 ทำการฉีดและย้ำ
จังหวะที่ 5 หล่อเย็นชิ้นงานฉีดในแม่พิมพ์ (cooling) เวลาในการหล่อเย็นนี้เป็นเวลาที่เราตั้งให้กับเครื่อง และเวลานี้จะต้องนานกว่าเวลาในการหลอมเม็ดพลาสติกไปหน้าเกลียวหนอน (ถ้าเป็นเม็ดพลาสติกรีไซเคิลที่ไม่ได้คุณภาพอาจจะใช้เวลาในการหลอมเม็ดพลาสติกไปยังเกลียวหนอน) จังหวะการทำงานนี้มีอิทธิพลมากต่อเวลาในการทำงานทั้งวงจร (cycle time) ดังแสดงไว้ในรูปที่ 3.4
จังหวะที่ 6 การหลอมและป้อนพลาสติกไปหน้าปลายเกลียวหนอน โดยเกลียวหนอนจะหมุนรอบตัวเองเพื่อดึงเม็ดหรือผงพลาสติกจากกรวยเติมเข้ามาในกระบอกฉีด และส่งต่อไปยังหน้าปลายเกลียวหนอนพร้อมกับหลอมเหลวไปด้วย ในขณะที่เกลียวหนอนหมุนรอบตัวเองอยู่นั้น เกลียวหนอนจะเคลื่อนตัวถอยหลังกลับไปโดยอัตโนมัติเนื่องจากแรงดันของพลาสติกเหลวที่อยู่หน้าปลายเกลียวหนอน (หัวฉีดยังค้างอยู่ที่แม่พิมพ์) เมื่อได้ปริมาณของพลาสติกเหลวตามที่ต้องการแล้วเกลียวหนอนก็จะหยุดหมุนจังหวะการทำงานนี้จะเริ่มพร้อมกันกับจังหวะการหล่อเย็นดังแสดงในรูปที่ 3.4
รูปที่ 3.4 จังหวะที่ 5,6 เริ่มนับเวลาในการหล่อเย็นพร้อมกับหลอมเหลวพลาสติก และป้อนส่งพลาสติกเหลวไปหน้าปลายเกลียวหนอน
จังหวะที่ 7 ชุดฉีดถอยหลังกลับเพื่อป้องกันอุณหภูมิของหัวฉีดลดต่ำลงเกินไป ซึ่งอาจทำให้ทำการฉีดไม่ได้เนื่องจากพลาสติกเหลวหนืดขึ้น (อุณหภูมิต่ำเกินไป) และไหลไม่ได้ดังแสดงไว้ในรูปที่ 2.5
รูปที่ 3.5 จังหวะที่ 7 ชุดฉีดถอยหลังกลับ
จังหวะที่ 8 แม่พิมพ์พลาสติกเคลื่อนที่เปิดออก หลังจากสิ้นสุดเวลาในการหล่อเย็นที่เราตั้งไว้กับเครื่องแล้ว ดังแสดงไว้ในรูป 3.6
รูปที่ 3.6 จังหวะที่ 8,9 เปิดแม่พิมพ์และปลดชิ้นงานพลาสติกออก
จังหวะที่ 9 ทำการปลดชิ้นงาน (ejecting) หลังจากที่แม่พิมพ์เปิดออกสุดแล้ว ตัวอีเจ็กเตอร์ (ejector) ก็จะทำหน้าที่ดันชิ้นงานให้หลุดออก ซึ่งอาจจะทำครั้งเดียวหรือหลายครั้งก็ได้ (การปลดชิ้นงานพลาสติก มีหลายวิธี แล้วแต่ลักษณะชิ้นงานและลักษณะแม่พิมพ์ที่ออกแบบ เช่น ถังปูนอาจใช้ลมในการปลด กระบะถือปูนอาจต้องใช้ไฮดรอลิกช่วย ลังพลาสติกทึบ และ ตะกร้าลำไยใช้กระทุ้งแหวน ถาดเพาะกล้าใช้เข็มกระทุ้ง เป็นต้น)



















 พลาสติกที่ย่อยสลายได้")







